
STEAM FLOW PATH
Steam Flow Path of Steam Turbine
Steam Flow Path, Role for Performance Improvement by Improvement in Clearances, Improve Heat Rate / Efficiency. This is for Turbine Performance Improvement by Improvement in Heat Rate / Efficiency also Balancing of the Thrust.
1.) Steam Flow path:-
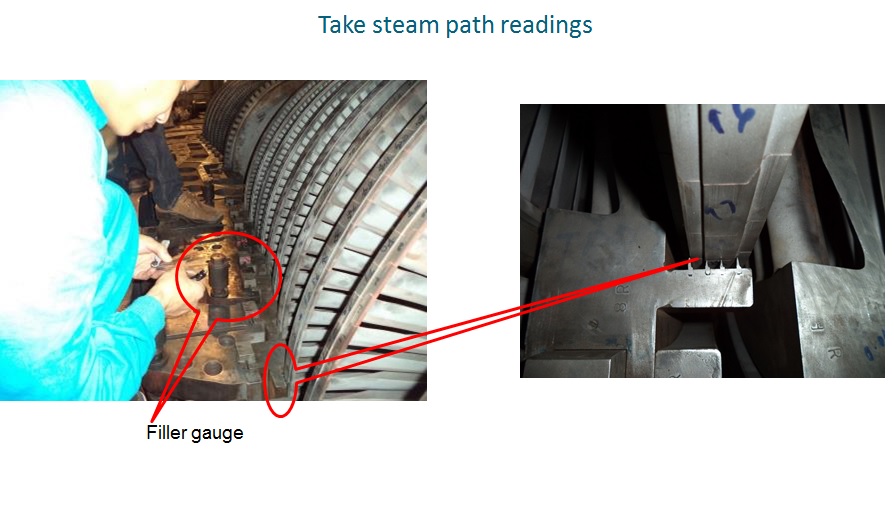
Steam flow path is the axial and radial clearances between the stationery and rotating components. It is measured at the tip and root portion of the blades of a stage.
2.) Procedure:
Before measuring the clearances the Rotor is to be kept with its thrust collar pressed/Touching with the Working thrust pads .This is the ZERO position of the Rotor .
The Clearances are measured with the TAPER GAUGES. For measuring clearance more than 10 mm filler gauges are required. However before the steam flow path readings are taken ensure that the minimum clearance of the Steam flow path which is at the first stage should be near the design value.
3.) Correction-:
If the value of the steam flow path reading is less or more than the particular diaphragm or Liner needs to be displaced axially to get the desired the reading.
For this the diaphragm and liner is taken out. One surface of its seating collar is welded on one side and machined on the other side as per the adjustment requirement so as to maintain the thickness and to get the desired shift /adjustment.
Other than the above procedure never do correction by removal of material in any other area specially at the root ant tip of the diaphragm blading.
If it is done then it can weaken the blade attachment with the diaphragm collars and can result into catastrophic circumstances.
4.) Checklist:-
- Steam Flow path is to be taken in two sets. Second set at 90 degree rotation of the turbine rotor to the earlier set.
- Welding Electrode used for welding welded Diaphragm is D&H 1212, L&T 670, Ni Cr 82 or any other compatible one and welding rod used for Cast Diaphragms is 2233N L&T make etc.

5.) Protocol:-





6.) HIP and LP Turbine Steam Path Audit:-
6.A) Steam Path Audit of HIP Turbine with Procedure:-

Procedure for Steam Path audit of HIP turbine
- Casing to HIP diaphragm flow path reading using inside micrometer.
- All tip spill clearance are taken using filler gauge.
- All inter stage clearances are taken using filler gauge.
- Intermediate seal clearance is taken using filler gauge.
- All gland clearance are taken using filler gauge.
- All seal depths are measured using vernier caliper & taper gauge.
- All axial & radial clearances are noted down.
6.B) Steam Path Audit of LP Turbine with Procedure:-

Steps for Steam Path audit of LP turbine
- LP casing to diaphragm flow path reading.
- All tip seal(between fins & rotor) & inter stage clearances (between diaphragm gland & rotor )are taken.
- Take seal bore clearances.
- Depth of seals are measured.
- Axial & radial clearances are noted down as per the protocol.
- Before taking the axial readings check the position of the rotor it should be towards the active side thrust pads.
6.C ) Procedure of fitting of seals in diaphragm & glands
- The locks of the diaphragms seals are removed by taking out the screws.
- The couch spring is put over the screw at the back of the glands.
- The screw is first loosened so that at the time of assembly but clearance can be adjusted.
- The spring is first bent by hand.
- The bent spring is then put inside the glands to provide cushion to the rotor.
- The spring is then fixed within the glands.
- The locks are again put inside the diaphragms & screwed by screw driver.



6.D) Measure the depth of LP diaphragm seals, fins & glands for steam path audit

7.) Testing:-
Butt clearance checking of LP Diaphragm & glands
![]()