Boiler Start up Procedure
SIMPLIFIED BOILER START UP METHOD FOR FLUIDISED BED COMBUSTION BOILERS
1.0 SYNOPSIS
The start up of fluidized bed combustion boilers has always been a subject of the most difficult operation. Many boiler users find it difficult to get their operators trained in the start up.
2.0 THE FIRST FBC BOILER
The Start up experience of the first FBC boiler in INDIA. The start up was a hit or miss at least for the first 15 start-ups. The operators could learn themselves only after their hands on experience. The customer could not start the boiler 6 months later, and the Boiler Manufacturer had to send their service engineer.
3.0 THE CONVENTIONAL START UP METHOD
The conventional start up method, using charcoal and kerosene is explained below:
3.1 A fixed quantity of dry charcoal is spread uniformly over the start up compartment.
3.2 A fixed quantity of Kerosene mixed charcoal is spread uniformly over the dry charcoal layer.
3.3 Initiate the fire using number of swabs. Throw the swabs in such a way that the firespreads uniformly over the entire furnace. If the spreading of the fire is non-uniform sprinkle some kerosene soaked charcoal and throw it to the locations wherefire is not there. Unless the fire is more or less present uniformly over the entire surface, it is advised not to proceed with the light up. Unless the top layer ofcharcoal gets fully ignited, further charcoal would not get ignited.
3.4 After the introduction of fire, top-level thermocouple temperature will go up. It is very important to increase the airflow gradually in order to increase the top-level temperature to 800°C.
The thermocouples are located in such a way that they are well utilized for start up. The top-level bed thermocouple is located at a height to read the temperature just at the burning charcoal layer. The bottom level thermocouple is located to read the bed material temperature at a height of 100 mm from nozzle level.
3.5 At first the ID Fan damper opening alone allows some leakage air. Further opening of FD Fan damper will add some more air to increase the bed temperature. Now start ID Fan and FD Fan and open inlet dampers little to increase the top-level temperature to 800°C to 850°C. Till this period the bottom level thermocouple would not have shown increase in temperature.
3.6 Once the top-level temperature reaches 800°C to 850°C, the burning top layer of
charcoal shall be mixed with rest of the bed. The mixing is done by increasing the air flow so as to fluidize the bed. This mixing airflow should not be higher than that of the airflow established during the fluidization study. For this purpose the markings made on damper positions shall be used. If the mixing is done at higher airflow, the fire may get put off.
3.7 The duration of mixing shall be between 20 – 30 seconds. During the mixing process,the top-level temperature would start reducing. At the same time, bottom level temperature would begin to rise.
3.8 Soon after the mixing is completed, reduce the airflow and open the manhole door and visually ensure thorough mixing has been done. If top layer charcoal had not been disturbed at some places, mixing shall be carried out once again.
3.9 After ensuring thorough mixing, the airflow shall be brought down to minimum andthen shall be increased in steps. The airflow shall be increased gradually so as toraise the bed temperature. The airflow shall be brought up to MCR airflow in theprocess of raising bed temperature above 650°C. In the process of preheating bedmaterial, the required fluidisation velocity is maintained in the bed by suitablyopening the FD Fan inlet damper.
3.10 Initiate the fuel flow by switching on the fuel feeders. The fuel flow shall be kept minimal at the beginning. At the time of fuel feed initiation, the charcoal might not have burnt fully. Hence it is most important to initiate fuel feed gradually.
3.11 Excess fuel feed will increase the bed temperature uncontrollably. Though the bedtemperature can be controlled by increasing the airflow, it is advisable to take care at the time of fuel feed initiation. High bed temperature leads to clinker formation.
3.12 Further the fuel feed rate is adjusted to maintain a bed temperature of 800 °C to900°C. Further the adjacent compartments are started using the heat available in the bed material of the first compartment.
4.0 PARAMETERS WHICH INFLUENCE START UP OF FLUIDISED BED
The following are the parameters, which decide the difficulties in light up.
• Bed material size
• Bed material height
• Charcoal quality
• Size of the start up compartment
• Compartmentalization arrangement.
• Fuel feed point locations
• Fuel feed point size
• Bed coil immersion area
• Bed coil configuration
• Type of bed coil
• FD fan flow, head & no of fans
• ID fan flow, head & no of fans
• PA fan flow head
• Fuel feeder size
• Natural draft
• FD compartment damper type
• Type of draft control
• Type of airflow control
• Air flow measurement & Indication
Let us look at effect of the parameters in detail
4.1 Bed material size
The following is the ideal specification for bed material.
Bed material specification:
Maximum particle size: 2.35 mm
Minimum particle size: 0.85 mm
Particle density: 2000 Kg/m³
Bulk density: 1000 to 1100 Kg/m³
Chemical Composition: Alumina: 45 % to 35 %, Silica : 55 % to 65 %
Fusion temperature: Minimum 1400°C
(Bed material shall be from Crushed refractory bricks.
• Higher the average particle size, the start up will be difficult. This is due to higher airflow required for fluidisation.
• More the powder content, the fire will be put off. This is due to powder covering the burning particles and preventing oxygen contact.
4.2 Bed material height
Ideal height for start up is 225 mm above the nozzle. The start up compartment is to be separately fluidized at a higher airflow so that the spillage to adjacent compartment is done intentionally before startup. Only after this step the bed height is to be measured.
• Lower the height the fluidizing air passes through the bed in some locations. Further when fuel feed is initiated the mixing of fuel particles with bed would not take place.
• More the bed height, more airflow is required to disturb the bed.
4.3 Charcoal quality
The following is the specification for charcoal.
Charcoal size: 15 to 25 mm lumps
Calorific value: 6600 Kcal / kg
(Charcoal should be sun dried)
• Higher the charcoal size it does not have mobility to spread the fire.
• Lower the charcoal size, it burns off very quickly.
Charcoal is to be spread leaving 100-mm gap from all boundaries of start up compartment. This prevents spillage of charcoal to adjacent compartment while mixing. The charcoal should be spread below the bed coil. In some cases the pitch for the bed coil will be small and will prevent charcoal mobility and lead to clinker formation.
4.4 Size of the start up compartment
The shape of the bed & size of the bed influences the start up. More the width of the bed the start up will be easier. This is due to the fact that the charcoal & bed material spillage to adjacent compartment will be less during mixing. When the bed size increases then also start up has been found to be easier. This is due to the fact that the bed inventory is high and the material spillage to adjacent compartment is less.
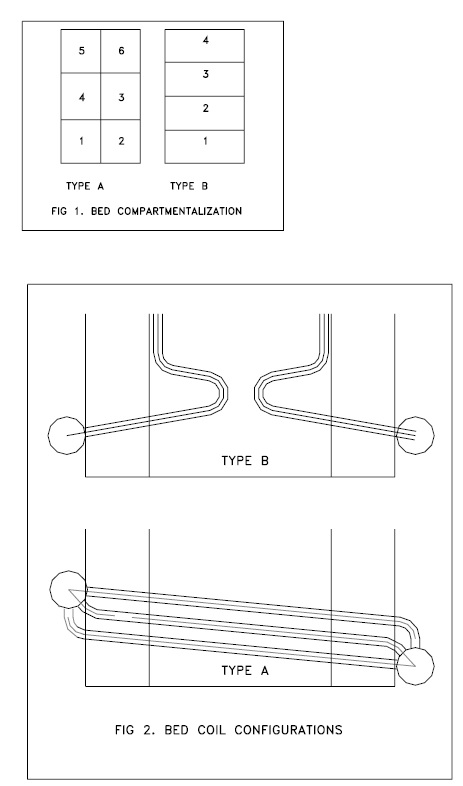
4.5 Compartmentalization arrangement
The compartmentalization can be of type A or B shown in figure 1. Type A makes it little difficult, as the start up compartment is not contained on two sides. In type B configuration, the bed is contained on three sides.
4.6 Fuel feed point locations
Scattered feed point locations are found to help start up. When the fuel feed points are too close, the influence of primary air is too high. In such cases the PA fan is switched off until the bed temperature is heated to 800 deg C.
4.7 Fuel feed point size
When the fuel feed point size is chosen on the higher side, the no off feed points required will be less. Hence this makes it easy to start the bed. The start up can be done keeping the PA on all the time during start up.
4.8 Bed coil immersion area
Fluidized bed without bed coil makes the start up easier. This is due to the fact that during start up, the heat released by the charcoal partly goes to bed coils. Depending on the fuel to be fired the bed coil area is provided. In agro waste fired boiler the bed coil required would be less as compared to coal firing.
4.9 Bed coil configuration
Basically there are two configurations used in FBC boiler design. See figure 2. In the cross tube configuration (type A), the pitch between the coils is more. The gap between the coils, both longitudinal and lateral, if more, the start up is easy. In hairpin bend configuration (type B), the gap is less.
4.10 Type of bed coil
The bed coil may be studded or plain depending on the clients requirement or on the fuel. The studded bed coil results in lesser gap between the adjacent coils. This invariably prevents charcoal movement if the charcoal is thrown over the bed coil.
4.11 FD fan flow, head & no of fans
FD fan head & flow are important for mixing of the bed. If the no of fans is 2 x 50%, it is easier to start the bed. The reason is the better regulation of airflow that is possible as the FD fan volume flow rate is less. In the case of single FD fan, for better airflow control, the last compartment air damper is kept open, during start up.
4.12 ID fan flow, head, no of fans,
Higher the flow / head of the ID fan, the control of the draft becomes difficult. More the negative pressure in the furnace, the lateral spreading of the fire becomes difficult. In the case of 2 x 50 % ID fan, control of the draft becomes easier.
4.13 PA fan flow head
During start up the PA fan head has to be kept minimum, but ensuring that the fuel line does not get choked. Higher the PA fan header pressure, the disturbance in the bed will be more. Also fuel will be thrown more to adjacent bed.
4.14 Fuel feeder size
Oversized fuel feeders create chances for clinker in coal fired boiler. It is necessary to reduce the fuel feed rate, so that the tendency for overfeeding can be averted.
4.15 Natural draft
It is a practice to make use of the draft due to chimney for start up purpose. When the kerosene soaked charcoal burns, the draft should be minimum.
4.16 FD compartment damper type
Leakproof dampers are required for smooth start up. When the damper is not proper, causing leakage air, then the clinker formation is experienced along the border of the compartment partition line. The bleed off valves at non-operating compartment air box are kept open, to vent the leakage air to atmosphere.
4.17 Type of draft control
Of late VFD is used for draft control in the boiler. This has made the draft control easier in the boiler. The improper closure of ID fan inlet damper used to make the draft control difficult during start up.
4.18 Type of airflow control
A VFD for FD fan also makes the control smooth. The power cylinder operation & linkage system should provide a smooth control of the FD fan flow. Or else this alone could be the main factor making the start up difficult.
4.19 Air flow measurement & Indication
Many types of flowmeters have come in to use in FBC boiler to measure the total airflow. All of them may not have sensitivity when only one compartment flow is to be indicated. This makes it very difficult for the boiler operator. Again the reliability and sensitivity of indicating instrument provided in control panel also matters.
5.0 START UP EXPERIENCE IN 70 TPH FBC BOILER
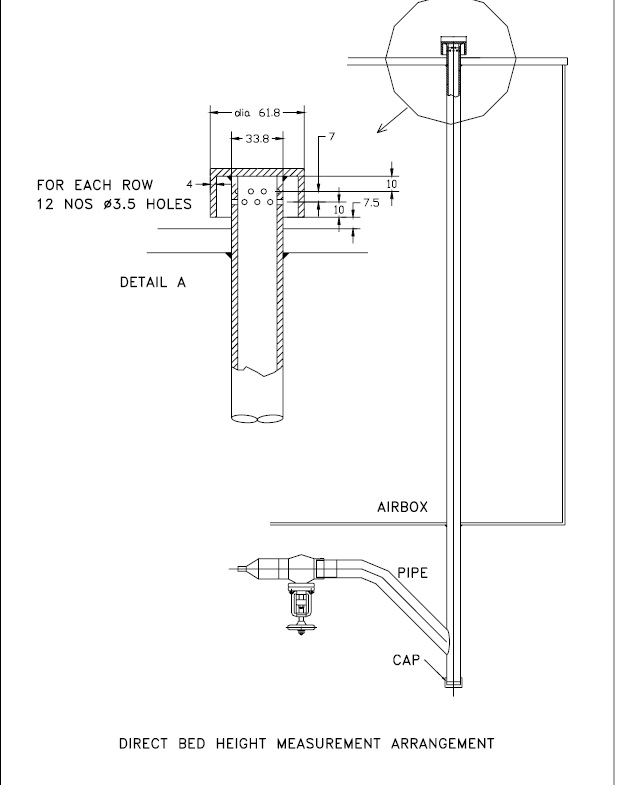
After 12 start up failures, the customer called up to me to assist in boiler start up. Variable speed drives were available for FD, ID & PA fan. Further four nos. of 125 -LPH oil igniters were available for igniting the charcoal. That made the job simpler. But I was not comfortable with the airflow measurement & indication. The airfoil meter provided in the common air duct was not properly manufactured. I decided to measure to distributor plate drop and use it as airflow measurement. Incidentally the designer has to limit the design pressure drop of Distributor plate to 125 mm maximum while deciding the no off air nozzles. I requested the client to add the direct bed height measurement tapping as per figure 3, and hook it to a draft transmitter. The client could do it in a matter of few hours. The start up was done. The DCS was recording the bed temperature profile. Identical start up curves could be repeated several times before I left the site after six days.
6.0 THE REFINED START UP METHOD
The following the summary of start up method which was adopted.
6.1 The bed material was filled up to 325 mm (as measured from plate) in all beds. All the four compartments were fluidised alternately so that the bed height was even in all compartments.
6.2 The first compartment was fluidised at an airbox pressure of 460 mmwc. The mixing was good. The primary air header pressure at 850 mmwc to avoid choking of fuel transport lines. The fluidization was kept on for 5 minutes. This was done to ensure a good mount could be formed along the border between 1st & 2nd compartments. The airbox pressure was reduced to zero and the border formation was checked.
6.3 The bed height was physically checked and required bed material was further addedto maintain 325-mm bed height in start up compartment.
6.4 Charcoal equivalent to 15 % by weight of the start up bed was added to the start upcompartment keeping the airbox pressure at 350 mmwc. The bed was fluidising evenat this airbox pressure, due to the right particle size. The charcoal was thrown intothe bed. Nobody went inside the furnace.
6.5 Now the airbox pressure was brought down to 265 mmwc, by adjusting the FD fanrpm.
6.6 All the four burners were switched on. The oil igniter could continuously ignite the charcoal and throw the same to a farther point away from the burner. The primary air jet was also helping the building up of fire. The fire at first got established in pockets. The fluidization was happening at these locations. The charcoal, which was premixed earlier, could now get ignited easily with the ignited charcoal. The bed temperature was rising to 650 deg C almost in all locations in 15 minutes time and the fluidization had commenced automatically over the entire bed.
6.7 The burners were put off now. The primary air pressure was raised to 925 mmwc to ensure the fuels lines are not choked while coal feeding. The fuel feeders were started immediately.
6.8 Now the fuel feeder rpm was controlled in order to maintain the bed temperature at850 to 900 deg C. No change was done on airflow. The bed height inside was found tobe about 200 mm as read by the new bed pressure tapping. That ensured a DP drop of65 mmwc now.
6.9 In the next half an hour the bed height was raised to 250-mm by throwing additionalbed material into the start up compartment. The airflow was increased gradually to maintain 80-mmwc DP drop.
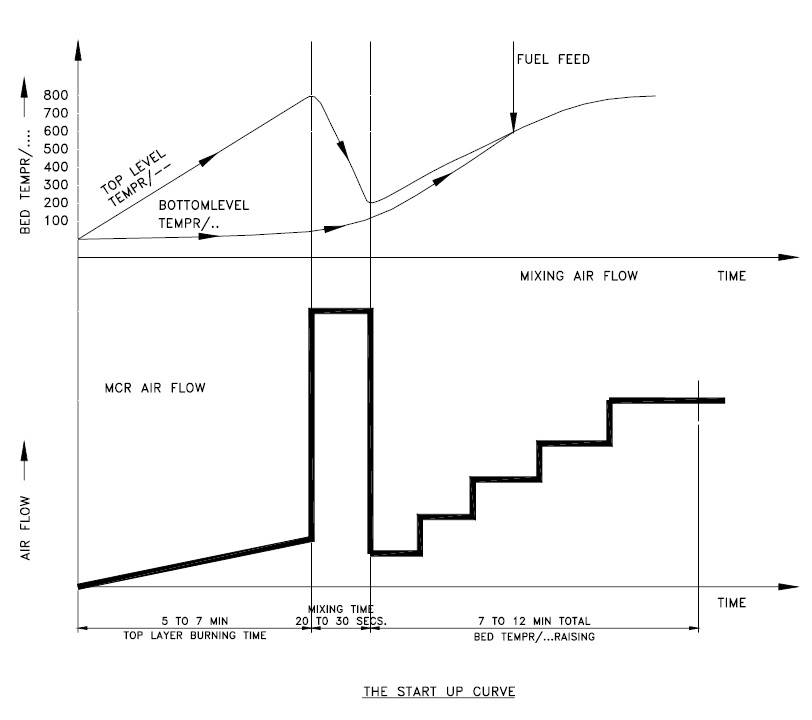
The start up curve showing the temperature profile of all bed temperatures is shown in the attachment.
The start up was made simpler so that all operators could easily repeat it. The bed material height, simpler air flow control using the airbox pressure and bed pressure tapping made the start up easier and repeatable.