
POROSITY
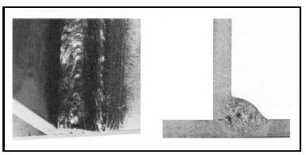
Porosity is gas pores found in the solidified weld bead. As seen in Figure 10-4, these pores may vary in size and are generally distributed in a random manner. However, it is possible that porosity can only be found at the weld center. Pores can occur either under or on the weld surface. The most common causes of porosity are atmospheric contamination, excessively oxidized work piece surfaces, inadequate deoxidizing alloys in the wire, presence of foreign matter, gas and non-metallic material entrapment in molten metal. Atmospheric contamination can be caused by:
1) Inadequate shielding gas flow.
2) Excessive shielding gas flow.
This can cause aspiration of air into the gas stream.3) severely clogged gas nozzle or damaged gas supply system (leaking hoses, fittings, etc.)4) An excessive wind in the welding area. This can blow away the gas shield.

The atmospheric gases that are primarily responsible for porosity in steel are nitrogen and excessive oxygen. However, considerable oxygen can be tolerated without porosity in the absence of nitrogen. Oxygen in the atmosphere can cause severe problems with aluminum because of its rapid oxide formation. The gas supply should be inspected at regular intervals to insure freedom from leakage. In addition, excessive moisture in the atmosphere can cause porosity in steel and particularly aluminum. Care should be exercised in humid climates. For example, a continuous coolant flow in water cooled torches can cause condensation during periods of high humidity and consequent contamination of the shielding gas. Excessive oxidation of the work pieces is an obvious source of oxygen as well as entrapped moisture. Again, this is particularly true for aluminum where a hydrated oxide may exist. Anodized coatings on aluminum must be removed prior to welding because they contain water as well as being an insulator. Porosity can be caused by inadequate wire deoxidation when welding semi-killed or rimmed steels. The oxygen in the steel can cause CO porosity if the proper deoxidizing elements are not present. Foreign matter can be a source of porosity. An example is excessive lubricant on the welding wire. These hydrocarbons are sources of hydrogen which is particularly harmful for aluminum. Other causes of porosity may be extremely fast weld solidification rates and erratic arc characteristics. When solidification rates are extremely rapid, any gas that would normally escape is trapped. Extremely high travel speeds and low welding current levels should be avoided. Erratic arc characteristics can be caused by poor welding conditions (voltage too low or high, poor metal transfer) and fluctuation in the wire feed speed. All these occurrences cause severe weld puddle turbulence. This turbulence will tend to break up the shielding gas envelope and cause the molten weld metal to be contaminated by the atmosphere.
SHIELDING GASES INTRODUCTION
Air in the weld zone is displaced by a shielding gas in order to prevent contamination of the molten weld puddle. This contamination is caused mainly by nitrogen, oxygen and water vapor present in the atmosphere. As an example, nitrogen in solidified steel reduces the ductility and impact strength of the weld and can cause cracking. In large amounts, nitrogen can also cause weld porosity. Excess oxygen in steel combines with carbon to form carbon monoxide (CO). This gas can be trapped in the metal, causing porosity. In addition, excess oxygen can combine with other elements in steel and form com-pounds that produce inclusions in the weld metal. When hydrogen, present in water vapor and oil, combines with either iron or aluminum, porosity will resultant ”under bead” weld metal cracking may occur. To avoid these problems associated with contamination of the weld puddle, three main gases are used for shielding. These are argon, helium and carbon dioxide. In addition, small amounts of oxygen, nitrogen and hydrogen have proven beneficial for some applications. Of these gases, only argon and helium are inert gases. Compensation for the oxidizing tendencies of other gases is made by special wire electrode formulations. Argon, helium and carbon dioxide can be used alone, in combinations or mixed with others to provide defect free welds in a variety of weld applications and weld processes.
OTHER CAUSES OF POROSITY
Unstable arc, arc gap too short ,moist electrode,impure shielding gases and poor welding technique in general. Porosity can be minimized in many different ways – by the proper selection of electrodes and/or filler materials, improved welding techniques, more attention to the work area during weld preparation and a slower speed to allow gasses time to escape. The effects of porosity on performance depend on quantity, size, alignment, and orientation to stresses. When clustered at the weld’s centre, porosity is not considered a dangerous fatigue promoter, or detrimental to fatigue resistance, although it may reduce the static stress carrying capacity of the weld.