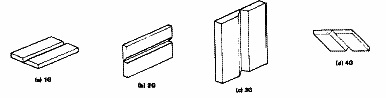
Test positions for fillet & groove welding

Training, Seminar & Technology For Engineers
To become a Part of Training of Industrial Employees
Training, Seminar & Technology For Engineers
To become a Part of Training of Industrial Employees
Test positions for fillet & groove welding